| 咨询服务电话 13639614024 |
| 咨询服务电话 13639614024 |

联系人:许经理
手机:13639614024
网址:viqian.com
地址:河南省安阳市林州市姚村镇大池村东100米
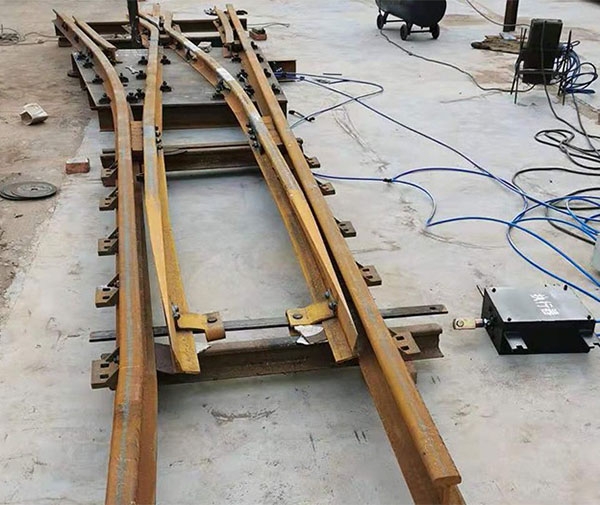
铁路道岔焊接时应该注意什么
铁路道岔的焊接顺序直接影响到国道敷设后的用户数量。如果焊接顺序不合理,容易导致在铁路中功率的积累,且轨道几何形状不容易维护。因此,道岔的焊接成为道岔敷设中的一个重要问题。为了合理分散焊接过程中形成的内力,保证道岔的几何构型,对我国道岔的合理焊接顺序进行了研究。铁路道岔生产厂家考虑到中国高速铁路的性质,大多数都没有轨道。
道岔的焊接按下列顺序进行:道岔的接缝先焊好,再与无接缝的间隔连接;叉子内侧的焊接顺序是由外向内,由后向前,先直后弯;根据线的前端和垫片的后端焊接连接,将前叉先焊在外面,再焊在里面。焊接应顺利进行,两条焊轨之间的温差应小于2℃。

结构框架的完整性和几何构型的稳定性;5)若道岔点轨端采用垫片铁结构,则在点焊轨端焊轨前应先将垫片铁安装到位。焊接点轨和端轨后,与间隔轨焊接前,应松开间隔铁螺栓,消除焊接过程中形成的内力。铁路道岔生产厂家指出,在道岔焊接过程中,点轨限位装置的一部分限位装置应放置在中心位置。采用夹紧装置或卡限位装置,保证母块间隙偏差不大于0.5mm。7)钢轨根部锋利,平面变形,焊接操作困难。注意焊接质量保证。
铁路道岔焊接过程中应注意以下几点:
1)钢轨焊接时应控制各接头的工作温度,焊接应在钢轨规定的温度范围内进行;
2)加强铁路道岔及其前后线路的锁紧,降低道岔及其相邻线路、相邻道岔的敷设温度,尽量降低道岔的附加温度力。

3)铁路道岔的焊接顺序为:先外端,再内端,先直端,再弯端,再弯叉,再点,有利于消除焊接过程中形成的内力;
4)焊接应成对进行,且两次焊接的温度差应小于2℃,有利于所有焊接道岔的维护;
道岔的机械机理复杂。铁路专用道岔厂家指出,在温度和列车荷载的作用下,道岔与基础、道岔梁之间的位移和受力难以平衡和协调。设计时,除了铁路压力变形、无缝铁路桥梁轨应炉轨下基础变形、道岔和轨道的影响(桥)的相对变形检查,应在同一时间,减少负载率、轮轨力、脱轨系数桥梁动态特性、加速度等结构的合理性进行全面分析和验证。